





HSS 1 1/2'-12 UNF Ti-Coated Machine Tap, 1-1/2 x 12 UNF Titanium Coated Thread Tap Right Hand
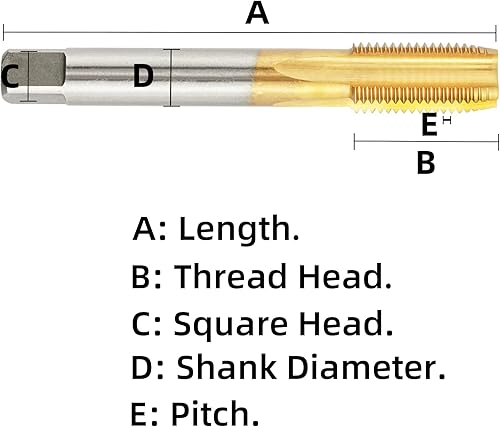
- 【Size】Length: 5.51"/140mm, Thread Head: 1.77"/45mm, Square Head: 23.0mm x 23.0mm (L*W), Shank Diameter:29.0mm, Pitch: 12 TPI.
- 【Feature】Straight flute thread design, made of High-speed steel with high hardness and toughness, Titanium coating for improving wear and fusion resistance, long service life.
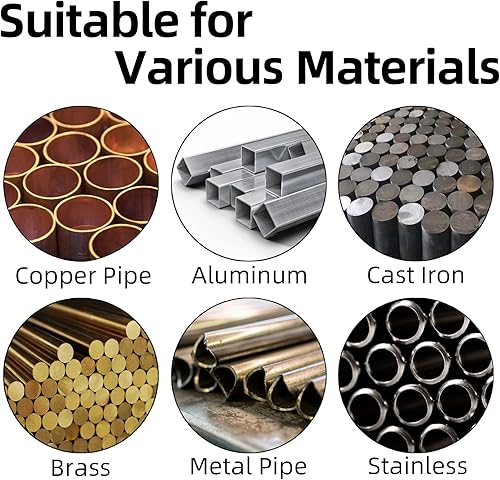
- 【Application】Make or repair thread, suitable for most metals, copper, alloy steel, cast iron, aluminum, brass, abrasive steel, A3 steel, iron plate ETC.
- 【Usage】Can be used with manual equipment or special processing consoles for tapping, Appropriate addition of coolant can extend the service life when tapping.
- 【Package Included】1pc 1 1/2-12 UNF Right Hand Thread Tap.
Quantity
-
Detail
Size: 1 1/2"-12 UNF Straight Flute Thread Taps.
Cutting Direction: Right Hand.
Material: High Speed Steel.
Finish type: Titanium Coated.
Straight Flute Thread Taps
Straight flute design, used for through hole and shallow blind hole tapping, not for blind hole tapping.
Easy to Use
It can be used with manual equipment or special processing consoles, such as tapping machines, drill-in-one bench drills, CNC lathes, machining centers, etc.
Control the speed according to the hardness of the material. The higher the hardness of the processed product, the slower the speed.
Recommended feed rate: General steel: 6-15m/min; harder steel: 5-10m/min; stainless steel: 2-7m/min; cast iron: 8-10m/min.
Tips
1. Before tapping confirm whether the diameter of the round hole is appropriate, and to take protective measures when working.
2. When tapping, it is necessary to add water or coolant to cool down to prevent excessive temperature and reduce tap loss. If it encounters difficulty in rotation, the tapping should be suspended.
3. Be sure to select the appropriate cutting oil for the complex tapping process and apply anti-rust oil for maintenance after use. -
Customer ReviewsNo comments